









Tegundir CNC véla og vélaverkfæra
Það fer eftir vinnslunni sem er framkvæmd, CNC vinnsluferlið notar margs konar CNC vélar og vélar til að framleiða sérhannaðar vörurnar. Vélarnar sem við notum eru venjulega: CNC borbúnaður, CNC mölunarbúnaður og CNC beygjubúnaður.

CNC borabúnaður
Borun notar snúningsbora til að framleiða sívalur götin í vinnustykkinu. Hönnun borsins tekur tillit til spónanna sem falla frá vinnustykkinu. Það eru til nokkrar gerðir af bora, sem hver um sig hefur sérstaka notkun. Tegundir bora sem fáanlegar eru eru blettaborar (til að búa til grunnar eða stýrisholur), goggunarborar (til að draga úr magni spóna á vinnustykkinu), skrúfavélborar (til að framleiða göt án stýrigats) og upprúningsborar (til að stækka áður framleidd holur).
Venjulega notar CNC borunarferlið einnig CNC borvélar, sem eru sérstaklega hönnuð til að framkvæma borana. Hins vegar er einnig hægt að framkvæma aðgerðina með því að beygja, slá eða mala vélar.
CNC mölunarbúnaður
Milling notar snúnings margra punkta skurðarverkfæri til að móta vinnustykkið. Milliverkfæri geta verið lárétt eða lóðrétt stillt, þar á meðal endafresar, þyrilmyllur og afhjúpunarmyllur.
CNC mölunarferlið notar einnig CNC mölunarbúnað, eins og mölunarvél, sem getur verið lárétt eða lóðrétt stillt. Algengar mylluvélar eru VMC, með 3-ása, 4-ása og fullkomnari gerð 5-ása hreyfinga. Tegundir kvarna sem til eru eru meðal annars handfræsing, slétt mölun, alhliða mölun og alhliða mölunarvélar.
CNC snúningsbúnaður
Beygja notar eins punkta skurðarverkfæri til að fjarlægja efni úr snúningsvinnustykkinu. Hönnun beygjuverkfærisins er mismunandi eftir tiltekinni notkun, með verkfærum tiltækum til að grófa, klára, slípa, þræða, móta, undirskurða, skipta og grófa. CNC beygjuferlið notar einnig CNC rennibekk eða beygjuvélar. Þær gerðir af rennibekkjum sem í boði eru eru rennibekkir með virkisturn, vélrennibekkjum og sérrennibekkjum.
Hvernig virkar 5 ása CNC vél?
5-ása CNC-vinnsla lýsir tölustýrðu tölvustýrðu framleiðslukerfi sem bætir við 3-ása línulegum hreyfingum hefðbundinna véla (X, Y og Z) tveimur snúningsásum til að veita vélinni aðgang að fimm af sex hluta hliðum í eina aðgerð. Með því að bæta hallandi, snúningsbúnaði fyrir vinnuborðið við vinnuborðið verður myllan það sem kallast 3+2, eða vísitölu- eða staðsetningarvél, sem gerir fræsaranum kleift að nálgast fimm af sex hliðum prismatísks vinnustykkis við 90 ° án þess að rekstraraðili þurfi að endurstilla vinnustykkið.
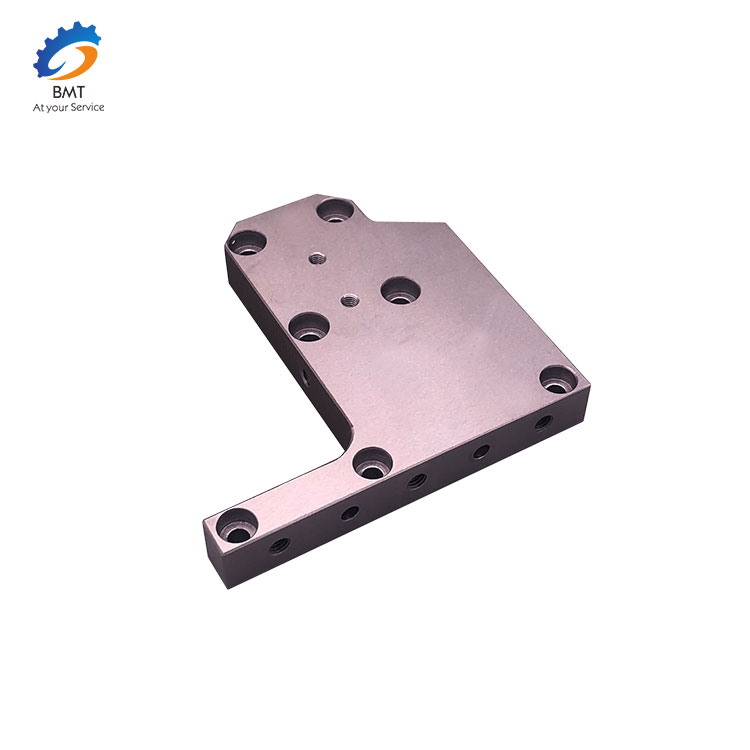
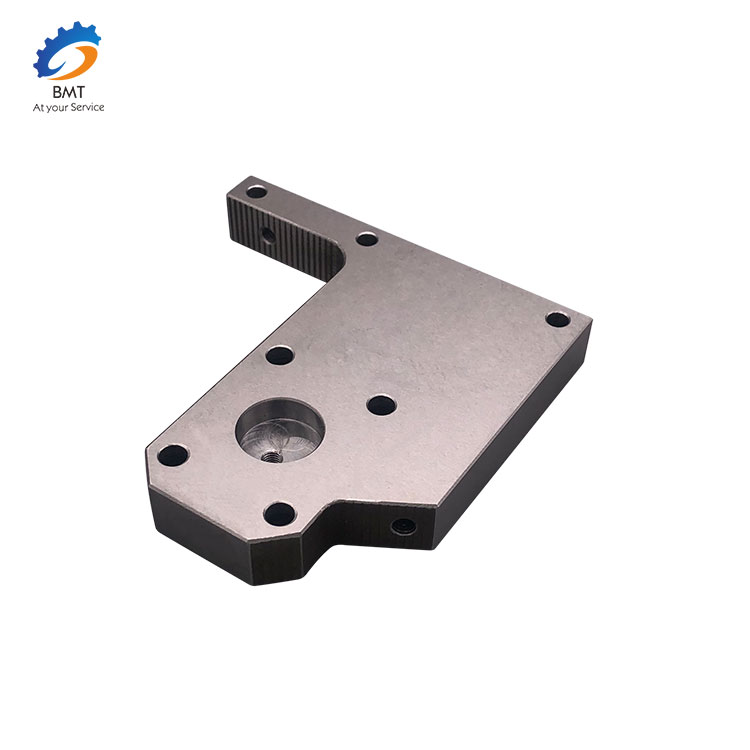
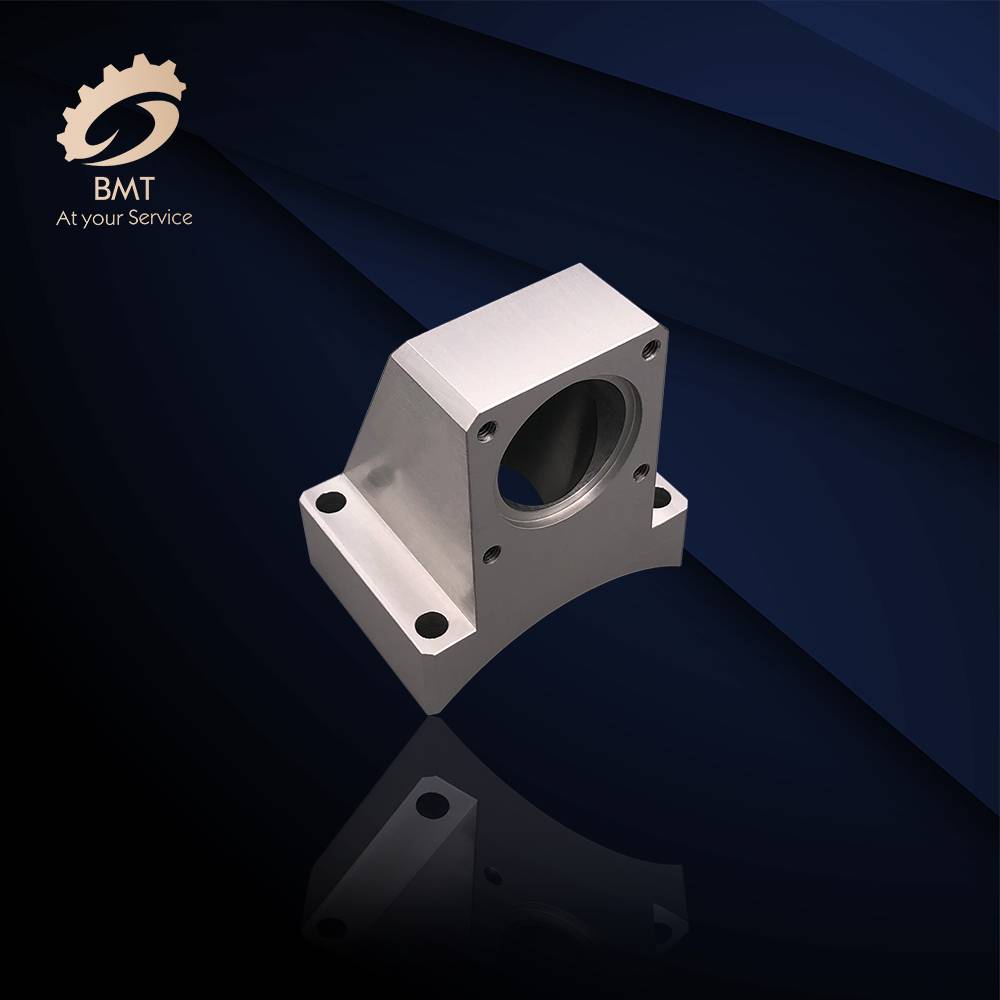
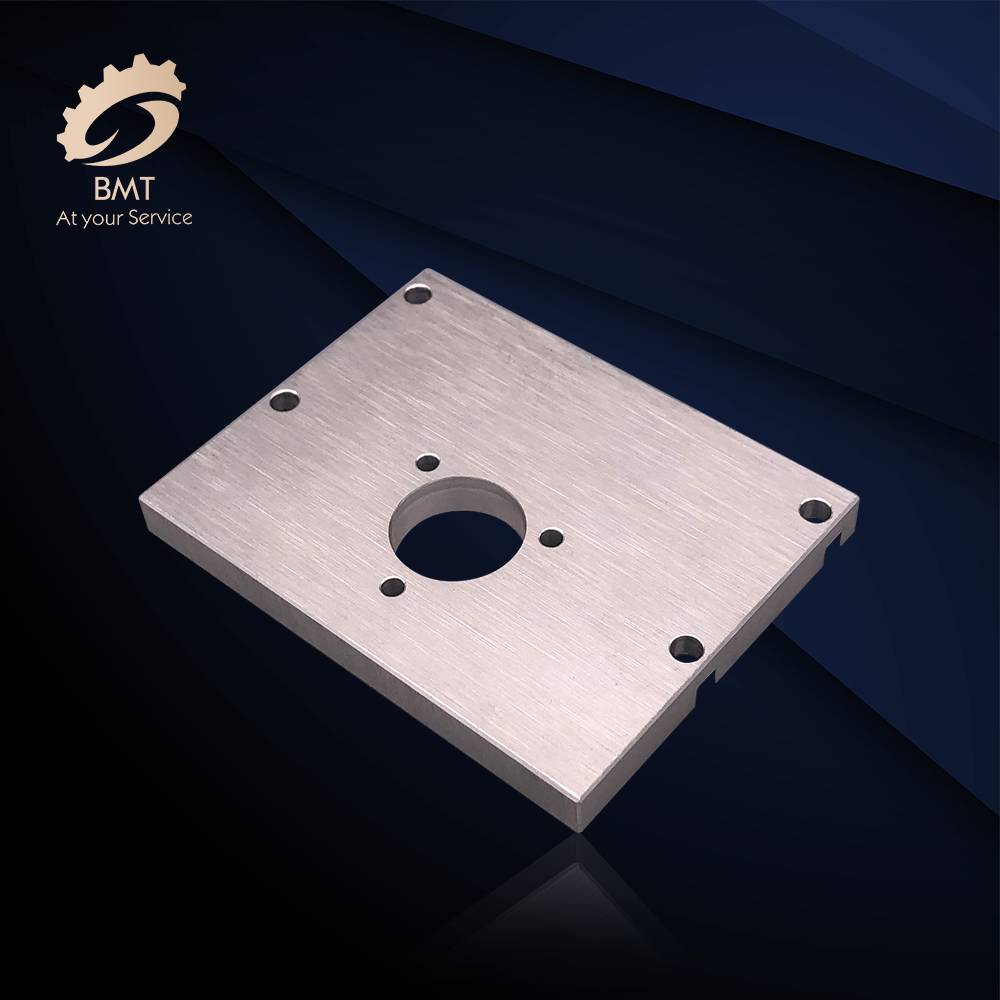
Vörulýsing