





Tegundir CNC vinnslu
Vinnsla er framleiðsluhugtak sem nær yfir margs konar tækni og tækni. Það má gróflega skilgreina það sem ferlið við að fjarlægja efni úr vinnustykki með því að nota vélknúnar vélar til að móta það í fyrirhugaða hönnun. Flestir málmíhlutir og hlutar þurfa einhvers konar vinnslu meðan á framleiðsluferlinu stendur. Önnur efni, svo sem plast, gúmmí og pappírsvörur, eru einnig venjulega framleidd með vinnsluferlum.
Tegundir vinnsluverkfæra
Það eru til margar gerðir af vinnsluverkfærum og þau geta verið notuð ein sér eða í tengslum við önnur verkfæri á ýmsum stigum framleiðsluferlisins til að ná tilætluðum rúmfræði hluta. Helstu flokkar vinnsluverkfæra eru:
Leiðinleg verkfæri: Þetta er venjulega notað sem frágangsbúnaður til að stækka göt sem áður voru skorin í efnið.
Skurðarverkfæri: Tæki eins og sagir og klippur eru dæmigerð dæmi um skurðartæki. Þeir eru oft notaðir til að skera efni með fyrirfram ákveðnum stærðum, svo sem málmplötum, í æskilega lögun.


Borverkfæri: Þessi flokkur samanstendur af tvíeggja snúningsbúnaði sem búa til hringlaga göt samsíða snúningsásnum.
Slípiverkfæri: Þessi tæki nota snúningshjól til að ná fínni áferð eða til að gera léttar skurðir á vinnustykki.
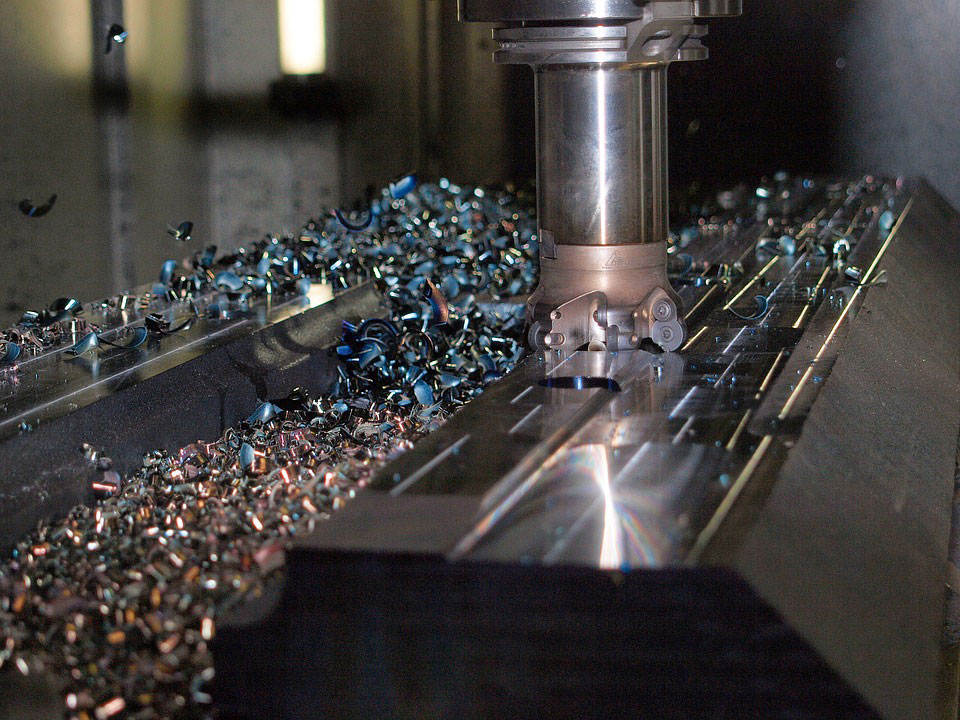
Milling verkfæri: Milliverkfæri notar snúnings skurðarflöt með nokkrum hnífum til að búa til óhringlaga göt eða skera einstaka hönnun úr efninu.
Beygjuverkfæri: Þessi verkfæri snúa vinnustykki um ás þess á meðan skurðarverkfæri mótar það til að mynda það. Rennibekkir eru algengasta gerð snúningsbúnaðar.
Tegundir brennsluvinnslutækni
Suðu- og brennsluvélar nota hita til að móta vinnustykki. Algengustu tegundir suðu- og brennsluvinnslutækni eru:
Laserskurður: Laservél gefur frá sér mjóan, orkumikinn ljósgeisla sem bráðnar, gufar upp eða brennir efni á áhrifaríkan hátt. CO2: YAG leysir eru algengustu gerðirnar sem notaðar eru við vinnslu. Laserskurðarferlið hentar vel til að móta stáleða æta mynstur í stykki af efni. Kostir þess eru meðal annars hágæða yfirborðsáferð og mikil skurðarnákvæmni.
Súrefniseldsneytisskurður: Einnig þekkt sem gasskurður, þessi vinnsluaðferð notar blöndu af eldsneytislofttegundum og súrefni til að bræða og skera í burtu efni. Asetýlen, bensín, vetni og própan þjóna oft sem gasmiðill vegna mikillar eldfimleika þeirra. Kostir þessarar aðferðar fela í sér mikla færanleika, lítið háð aðalaflgjafa og getu til að skera þykk eða hörð efni, svo sem traustar stáleinkunnir.
Plasmaskurður: Plasma blys kveikja rafboga til að umbreyta óvirku gasi í plasma. Þetta plasma nær mjög hækkuðu hitastigi og er borið á vinnustykkið á miklum hraða til að bræða burt óæskilegt efni. Ferlið er oft notað á rafleiðandi málma sem krefjast nákvæmrar skurðarbreiddar og lágmarks undirbúningstíma.
Tegundir rofvinnslutækni
Meðan brennandi verkfæri beita hita til að bræða umfram efni, nota rofvinnslutæki vatn eða rafmagn til að eyða efni af vinnustykkinu. Tvær megingerðir veðrunarvinnslutækni eru:
Vatnsþotaskurður: Þetta ferli notar háþrýstingsstraum af vatni til að skera í gegnum efni. Bæta má slípidufti við vatnsstrauminn til að auðvelda veðrun. Vatnsstraumskurður er venjulega notaður á efni sem geta orðið fyrir skemmdum eða aflögun frá hitaáhrifasvæði.
Rafmagnslosunarvinnsla (EDM): Einnig þekkt sem neistavinnsla, þetta ferli notar rafbogaútblástur til að búa til örgíga sem leiða hratt til algjörra niðurskurða. EDM er notað í forritum sem krefjast flókinna rúmfræðilegra forma í hörðum efnum og með nánu vikmörkum. EDM krefst þess að grunnefnið sé rafleiðandi, sem takmarkar notkun þess við járnblendi.
CNC vinnsla
Tölvustýringarvinnsla er tölvustýrð tækni sem hægt er að nota í tengslum við fjölbreytt úrval búnaðar. Það krefst hugbúnaðar og forritunar, venjulega á G-kóða tungumálinu, til að leiðbeina vinnslutæki við að móta vinnustykkið í samræmi við forstilltar færibreytur. Öfugt við handstýrðar aðferðir er CNC vinnsla sjálfvirkt ferli. Sumir af kostum þess eru:
Mikil framleiðslulota: Þegar CNC vélin hefur verið rétt kóðuð þarf hún venjulega lágmarks viðhald eða niður í miðbæ, sem gerir kleift að hraðari framleiðsluhraða.
Lágur framleiðslukostnaður: Vegna veltuhraða og lítillar handvirkrar vinnuþörf getur CNC vinnsla verið hagkvæmt ferli, sérstaklega fyrir mikið magn framleiðslu.
Samræmd framleiðsla: CNC vinnsla er venjulega nákvæm og skilar mikilli hönnunarsamkvæmni meðal vara sinna.

Nákvæm vinnsla
Sérhvert vinnsluferli sem krefst lítillar skurðarvikmarka eða fínustu yfirborðsáferðar getur talist tegund af nákvæmni vinnslu. Eins og CNC vinnsla er hægt að beita nákvæmni vinnslu á fjölda framleiðsluaðferða og verkfæra. Þættir eins og stífleiki, dempun og rúmfræðileg nákvæmni geta haft áhrif á nákvæmni skurðar nákvæmnisverkfæra. Hreyfistýring og geta vélarinnar til að bregðast við með hröðum straumhraða eru einnig mikilvægar í nákvæmni vinnslu.




